
-

厂家直销
-

品质保障
-

售后无忧
-

支持定制
-

多年经验

联系人:刘鸿 刘锋
电 话:0510-88220105
传 真:0510-88220105
手 机:18617216508/13826981732
邮 箱:xinbolangte@163.com
网 址:www.borunte2049.com
地 址:江苏省无锡市锡山区羊尖镇锡沪路328号

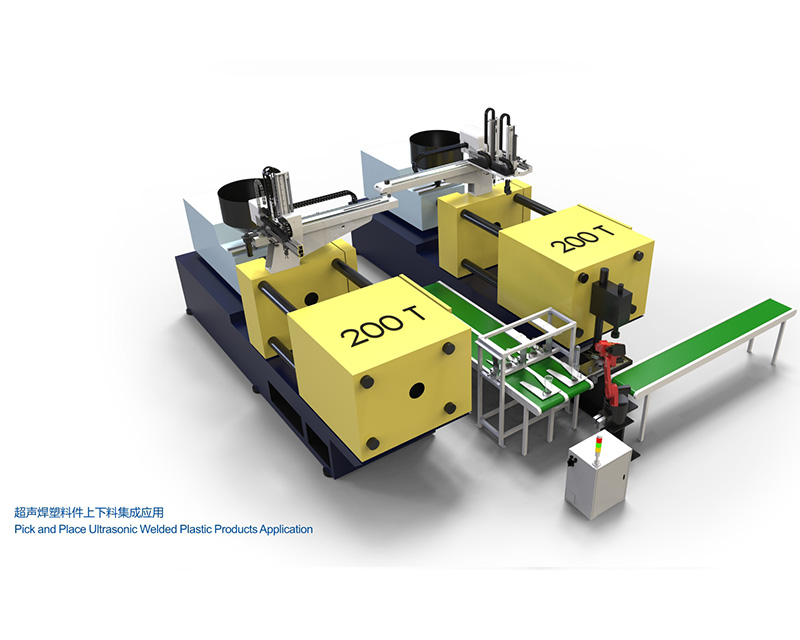
在现代化制造加工业中,要求精度高、品质稳定、批量加工速度快,采用人工方式进行作业导致制造加工水平很难得到提升,采用机器人进行自动化上下料,是机器人在制造业中应用最广泛最成熟的领域之一。工业机器人,配备液压和气动传送料装置、非标抓具、吹屑装置、安全防护装置等,实现高质、高效、安全、有序的工件加工全过程。可适用于机床、注塑机、压铸机等周边自动化上下料行业,为提高生产效率,降低制造成本。供应全伺服机械手1.可以实现多台数控机床的灵活组合,多自由度的自动上下料与工件装夹,满足高难度的生产工艺要求;2.可配置工业CCD视觉检测,实现复杂工件的自由抓取;3.可实现单工件大批量持续生产,可实现多品种小批量的程序自动转换生产4.可调性高,全伺服机械手厂实现与数控机床、PLC、外部感应器等其他设备的通讯,通过编程实现安全可靠的顺序控制。5.多功能性:高性能防碰撞、产品检测、外部轴、码垛等可选配功能。6.可轻易实现多联机自动化生产流水线及“数字化”工厂布局,最大程度节省人力,提升工厂生产的技术形象。

机器人工具更换器的目的,机器人工具更换器通过使机器人能够自动更换末端执行器(例如,夹具,真空杯工具,气动和电动马达,焊枪等),为四轴机器人机器人应用提供灵活性。换刀器包括一个安装在机器人臂上的主板和一个安装在末端执行器上的工具板。换刀器将诸如气动装置,电信号,供应全伺服机械手流体等工具从机器人臂传递到末端执行器。使用机器人工具更换器的好处生产线在几秒而不是几小时内更换。快速更换工具进行维护和维修,大大减少停机时间。通过在应用程序中使用多个末端效应器,可以大限度地提高灵活性。通过使用自动交换的单个工具替换重型和大型多工具末端执行器,简化了工具。全伺服机械手厂选择合适的机器人工具更换器。选择机器人工具更换器时需要注意的一个关键特性是可靠且可重复的锁定机构,用于将主板锁定到工具板上。要考虑的另一个非常重要的特征是故障安全机构(好是不使用弹簧的机构),以确保在气压或功率损失的情况下工具保持与主机连接。换刀器的有效载荷等级与末端执行器的重量和六轴机器人的有效载荷能力进行比较。仅根据有效载荷选择换刀器将提供一个起点,但重要的因素是力矩容量。
1、机器人的控制系统“控制”的目的是使被控对象产生控制者所期望的行为方式。 .“控制”的基本条件是了解被控对象的特性。 “实质”是对驱动器输出力矩的控制。2、机器人示教原理四轴机器人的基本工作原理是示教再现;供应全伺服机械手示教也称导引,即由用户导引六轴机器人,一步步按实际任务操作一遍,机器人在导引过程中自动记忆示教的每个动作的位置、姿态、运动参数/工艺参数等,并自动生成一个连续执行全部操作的程序。完成示教后,只需给机器人一个启动命令,机器人将精确地按示教动作,一步步完成全部操作。全伺服机械手厂3、机器人控制的分类1)按照有无反馈分为:开环控制、闭环控制;开环精确控制的条件:精确地知道被控对象的模型,并且这一模型在控制过程中保持不变。2)按照期望控制量分为:位置控制,力控制,混合控制 ;位置控制分为:单关节位置控制(位置反馈,位置速度反馈,位置速度加速度反馈)、多关节位置控制、多关节位置控制分为分解运动控、集中控制;力控制分为:直接力控制、阻抗控制、力位混合控制;3)智能化的控制方式 :模糊控制、自适应控制、最优控制、神经网络控制、模糊神经网络控制 、专家控制以及其他;

电弧传感器有其独特的优势:①检测点就是焊接点,不存在传感器先行的问题,是完全实时的传感器。②由于电弧本身作为传感器,所以不受焊丝弯曲引起电弧偏移的影响。③不仅可以跟踪传感,保证焊接参数的稳定,而且还可以改善焊缝的成形效果。④抗光、电磁、热的干扰,使用寿命长。 2--电弧传感的工作原理,供应全伺服机械手电弧传感器利用焊接过程中的焊接电流或电弧电压的变化来获得电弧中心是否偏离焊缝,并以此作为传感信息,实时性强,跟踪效果好。在图1所示V形焊缝中,传感器通过摆动的电弧测量焊枪在焊缝的位置,其原则是焊枪必须运行在焊缝的中心,并且对于焊缝的根部保持确定的高度。如果由于工件的制造误差,在焊接过程中路线发生偏离,使焊丝在焊缝两边的干伸长不一样,导致实际的焊接电流与设定的电流不同。干伸长越短,实际电流越大;干伸长越长,实际电流越小。全伺服机械手厂利用这个原理,传感器的信号将实时地反馈到机器人控制系统,使机器人做出迅速精确的反应。对机器人在焊接过程中的运动轨迹进行实时修正,即能实现焊缝的精确再定位,也就是说最初编程的轨迹会按着实际焊缝轨迹自动修正,保证轨迹中心线始终在坡口中心。从而保证良好的焊缝成型。

在诸多焊接方式中,由于点焊只需点位控制,至于焊钳在点与点之间的移动轨迹没有严格要求,因此点焊对所用的机器人的要求是不很高的,这也点焊机器人较早被应用的原因之一。供应全伺服机械手但为了确保焊接质量,基本的要求还是要满足的,比如说点焊机器人不仅要有足够的负载能力,而且在点与点之间移位时速度要快捷,动作要平稳,定位要准确,以减少移位的时间,提高工作效率。在实际焊接过程中点焊机器人需要有多大的负载能力,主要取决于所用的焊钳形式,对于用与变压器分离的焊钳,30~45kg负载的机器人就足够了。但是这种焊钳一方面由于二次电缆线长,电能损耗大,也不利于机器人将焊钳伸入工件内部焊接;另一方面电缆线随机器人运动而不停摆动,电缆的损坏较快。全伺服机械手厂因此一体式焊钳逐渐将其代替。考虑到点焊机器人要有足够的负载能力,才能以较大的加速度将焊钳送到空间位置进行焊接,一般都选用100~150kg负载的重型机器人。为了适应连续点焊时焊钳短距离快速移位的要求,有些重型机器人增加了可在0.3s内完成50mm位移的功能,而这也对电机的性能,微机的运算速度和算法都提出更高的要求。


 地址:江苏省无锡市锡山区羊尖镇锡沪路328号
地址:江苏省无锡市锡山区羊尖镇锡沪路328号 电话:13826981732/18617216508
电话:13826981732/18617216508 邮箱:xinbolangte@163.com
邮箱:xinbolangte@163.com
