-

厂家直销
-

品质保障
-

售后无忧
-

支持定制
-

多年经验

联系人:刘鸿 刘锋
电 话:0510-88220105
传 真:0510-88220105
手 机:18617216508/13826981732
邮 箱:xinbolangte@163.com
网 址:www.borunte2049.com
地 址:江苏省无锡市锡山区羊尖镇羊港路95号锡东创星港7#1-1

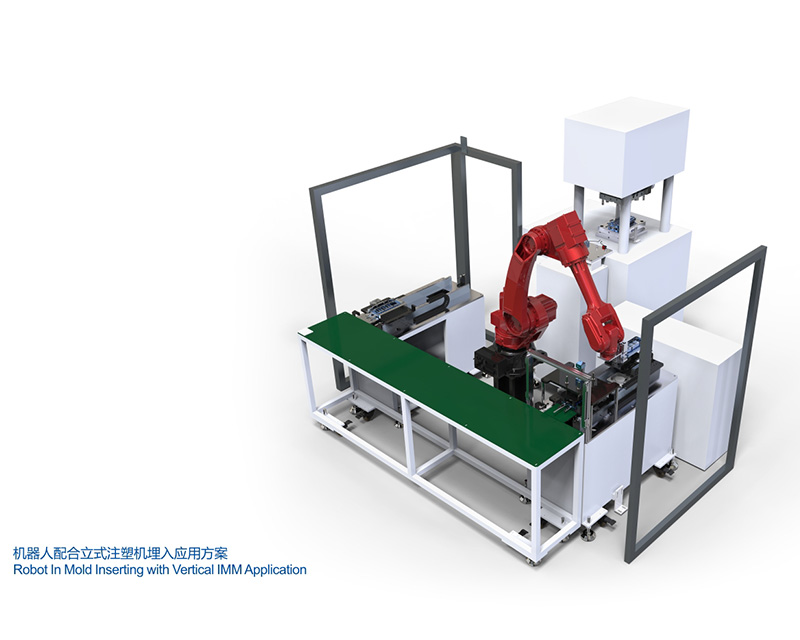
工业机器人本体铸件的维护保养主要包括一般维护和日常维护。冲压机械手在自动化设备的基础上,根据冲压生产特点,专门为实现冲压自动化无人生产而研发的设备。能取代人工在各个冲压工位上进行物料冲压、搬运、上下料等工作,整条生产线效率达到5秒。冲压机器人成本低,半年能回本。一台机械手大概在6-10万,轴数不一样,品牌不一样都会影响价格。成本前期来说会是一笔不小的钱,可是按时间,月份来算的话也就相当于员工大半年的工资。而且运作效率非常之高,比起人工的出错率要低很多。日常维护分为控制柜维护和机器人本体系统维护。一般维护是指工业机器人操作人员在启动前对设备进行检查,确认设备的完整性和机器人的原始位置;在工作过程中注意机器人的操作,包括油迹、油位、仪表等。t压力、指示信号、安全装置等;然后进行现场清理优质机器臂控制柜的维护主要包括一般的清洁和维护、滤布的更换(500小时)、测量系统电池的更换(7000小时)、计算机风扇单元的更换、伺服风扇单元的更换(50000小时)、冷却器的检查(每月)等,维护间隔主要为d取决于环境条件,以及机器人运行的次数和温度。机器系统中的电池是不可充电的一次性电池。它们只有在控制柜外的电源被切断时才能工作。使用寿命约7000小时。定期检查控制器散热情况,机器臂价格确保控制器不被塑料或其他材料覆盖。控制器周围和热源之间有足够的间隙。控制器顶部没有杂物堆积。冷却风扇工作正常,风扇进出口无堵塞。冷却器回路一般为免维护封闭系统。应按要求定期检查和清洁外部空气回路的部件。当环境湿度较大时,应定期检查排水口是否排水。

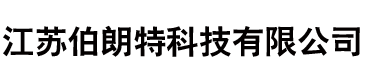
一种:吸上式使用安置在自动喷涂机器人喷枪下部的铝制小涂料罐,靠喷枪喷嘴喷出的空气流,在喷嘴部位产生低压而吸引漆料。漆料的供给量受漆料粘度和密度的影响较大,而且与喷嘴口径的大小有关。涂料罐的容量一般在1L以下。优质机器臂常用用于批量生产的、涂料用量少的喷涂作业,一般用于中低粘度的涂料的喷涂。第二种:压送式供漆是依靠压缩空气或压力泵将漆液加压后输送到喷具。压送式供漆能提供漆液以较高的压力和较大的流量,可以实现高粘度涂料的远距离输送及中大规模的集中输送。循环供漆系统的压送式集中供气系统中最重要的一种涂装供漆系统。第三种:重力式使用安置在自动喷涂机器人喷枪上部的涂料杯或将涂料容器安置在一定的高度上,靠涂料自身重量向喷枪供漆,机器臂价格靠涂料容器的吊挂高度来调节输漆量。为减轻重力式喷枪上涂料杯子的重量,一般采用铝制品,其容量一般为0.15-0.5L。重力式供漆常用语中低粘度的涂料的自动喷涂。在自动喷涂机器人喷枪上部的涂料杯内,通过压缩空气加压时,也可以喷涂高粘度的涂料。
电弧传感器有其独特的优势:①检测点就是焊接点,不存在传感器先行的问题,是完全实时的传感器。②由于电弧本身作为传感器,所以不受焊丝弯曲引起电弧偏移的影响。③不仅可以跟踪传感,保证焊接参数的稳定,而且还可以改善焊缝的成形效果。④抗光、电磁、热的干扰,使用寿命长。 2--电弧传感的工作原理,优质机器臂电弧传感器利用焊接过程中的焊接电流或电弧电压的变化来获得电弧中心是否偏离焊缝,并以此作为传感信息,实时性强,跟踪效果好。在图1所示V形焊缝中,传感器通过摆动的电弧测量焊枪在焊缝的位置,其原则是焊枪必须运行在焊缝的中心,并且对于焊缝的根部保持确定的高度。如果由于工件的制造误差,在焊接过程中路线发生偏离,使焊丝在焊缝两边的干伸长不一样,导致实际的焊接电流与设定的电流不同。干伸长越短,实际电流越大;干伸长越长,实际电流越小。机器臂价格利用这个原理,传感器的信号将实时地反馈到机器人控制系统,使机器人做出迅速精确的反应。对机器人在焊接过程中的运动轨迹进行实时修正,即能实现焊缝的精确再定位,也就是说最初编程的轨迹会按着实际焊缝轨迹自动修正,保证轨迹中心线始终在坡口中心。从而保证良好的焊缝成型。
搬运机械手在工业生产中到底有什么样的作用呢?在工业自动化生产中,无论是单机还是组合机床,以及自动生产流水线,优质机器臂都要用到机械手来完成工件的取放。对机械手的控制主要是位置识别、运动方向控制和物料是否存在的判别。其任务是将传送带A上的工件或物品搬运到传送带B上。机械手的上升、下移、左移、右移抓紧和放松都是用双线圈三位电磁阀气动缸完成。当某个电磁阀通电时,就保持相对应的动作,即使线圈再断电仍然保持,直到相反方向的线圈通电,相对应的动作才结束。机器臂价格设备上装有上、下、左、右、抓紧、放松六个限位开关,控制对应工步的结束。传送带上设有一个光点开关,监视工件到位与否。机械手是模仿人的手部动作,按给定程序、轨迹和要求实现自动抓取、搬运和操作的自动装置。它特别是在高温、高压、多粉尘、易燃、易爆、放射性等恶劣环境中,以及笨重、单调、频繁的操作中代替人作业,因此获得日益广泛的应用。机械手一般由执行机构、驱动系统、控制系统及检测装置三大部分组成,智能机械手还具有感觉系统和智能系统。


 地址:江苏省无锡市锡山区羊尖镇羊港路95号锡东创星港7#1-1
地址:江苏省无锡市锡山区羊尖镇羊港路95号锡东创星港7#1-1 电话:13826981732/18617216508
电话:13826981732/18617216508 邮箱:xinbolangte@163.com
邮箱:xinbolangte@163.com
