-

厂家直销
-

品质保障
-

售后无忧
-

支持定制
-

多年经验

联系人:刘鸿 刘锋
电 话:0510-88220105
传 真:0510-88220105
手 机:18617216508/13826981732
邮 箱:xinbolangte@163.com
网 址:www.borunte2049.com
地 址:江苏省无锡市锡山区羊尖镇羊港路95号锡东创星港7#1-1

关于弧焊机器人的作业站的缔造,是一个比较复杂的工程,缔造起来的进程也恰当繁琐。那么,焊接机器人的作业站是怎么构成的呢?定制四轴冲压机器人首要当然是核心部件之焊接机器人单元,一般的弧焊机器人是由示教盒、控制盘、机器人本体及自动送丝设备、焊接电源等部分组成。可以在计算机的控制下完成连续轨迹控制和点位控制。不只如此,它还可以运用直线插补和圆弧插补功用,来焊接由直线及圆弧所组成的空间焊缝,功用非常健壮。弧焊机器人主要有熔化极焊接作业和非熔化极焊接作业两种类型,不只可以长时间进行焊接作业,还能确保焊接作业的高生产率、高质量和高安稳性等特点。其次是电源单元和焊枪单元,都是弧焊机器人作业站作业的根底;一起还有外部轴单元或焊接作业台,比如伺服行走滑台、伺服变位机、固定作业台、气动变位机、旋转台等多种方法,满意不同的工况。四轴冲压机器人厂除此之外,弧焊机器人作业站还有夹具单元,用以固定工件,常用的有全自动电控夹具、手动阀气动夹具、手动夹具等;装置结构单元,担任弧焊机器人作业站的结实安稳,有机器人底座或全体便当移动式大底板。其他,由PLC电气控制、操作控制台、发起按钮盒等构成的电气控制单元;安全防护单元;自动清枪站;安全作业房等也都是弧焊机器人作业站不可或缺的组成部分

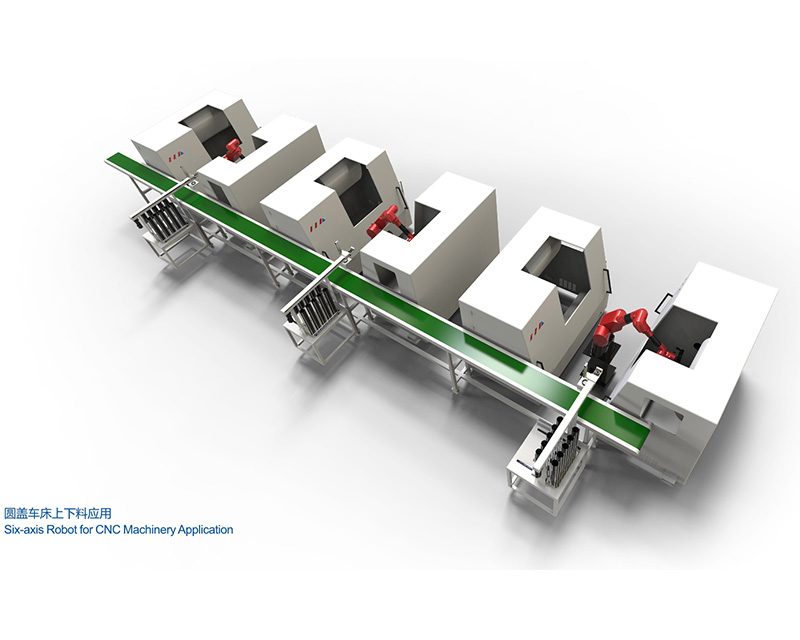
工业机器人是面向工业领域的多关节机械手或多自由度的机器装置,它能自动执行工作,是靠自身动力和控制能力来实现各种功能的一种机器。它可以接受人类指挥,也可以按照预先编排的程序运行,现代的工业机器人还可以根据人工智能技术制定的原则纲领行动。定制四轴冲压机器人6轴工业机器人的全部控制由一台微型计算机完成。另一种是分散式控制,即采用多台微机来分担机器人的控制,如当采用上、下两级微机共同完成机器人的控制时,主机常用于负责系统的管理、通讯、运动学和动力学计算,并向下级微机发送指令信息;作为下级从机,各关节分别对应一个CPU,进行插补运算和伺服控制处理,实现给定的运动,并向主机反馈信息。根据作业任务要求的不同,机器人的控制方式又可分为点位控制、连续轨迹控制和力控制。 6轴工业机器人的特点主要有以下几方面;1)可编程:6轴工业机器人最大特点是柔性启动化,四轴冲压机器人厂柔性制造系统中的一个重要组成部分。工业机器人可随其工作环境变化以及加工件的变化进行再编程,适合于小批量多品种具有均衡高效率的柔性制造生产线的应用。2)拟人化:6轴工业机器人结合机器人与人的特点。在6轴工业机器人的结构上有类似人的行走、腰转、大臂、小臂、手腕、手爪等部分,在控制上有电脑。其传感器提高了工业机器人对周围环境的自适应能力
一、码垛机械臂特点优势1、可实现码垛、物流自动化,节省人力2、码垛工作高速、准确3、应用范围广泛,可在不宜人工操作的恶劣环境中工作4、机身转动灵活,不卡顿5、种类多样,适用于各行业二、将码垛机机械臂按照不同的分类方式可以将其分为不同的类型1、按照结构形式分类:直角坐标型码垛机械臂和关节型码垛机械臂。定制四轴冲压机器人直角坐标型码垛机械臂和关节型码垛机械臂两者相比,直角坐标型的使用空间大、操作范围小、灵活性差、定位精度高、计算机控制简单,关节型的机身小、动作空间大、操作灵活2、 按照应用行业分类:工业品码垛机器人、食品饮料码垛机器人、水泥码垛机器人等。四轴冲压机器人厂各行业使用的码垛机器人的抓手会因所码垛的产品包 装不同而不同,但其他部件大致相同,只工作原理也相差不大。三、码垛机械臂结构组成垛机器人主要由主机机座、立柱、码箱小车、提升装置、夹箱装置、安全装置、电气装置等组成。具体结构组成,不同的码垛机器人组成不相同,不过基本设置差别不大

非常有经验的焊工可以准确达到焊接工艺的要求、焊接接口非常漂亮。但是焊接这项工作其实使用焊接机器人来做可以做得更加完美。因为就算是最优秀的焊工,也难以与焊接机器人的连贯性、速度与效率相媲美。定制四轴冲压机器人1、高产能焊接机器人作业比人工操作速度更快,因此产品的生产周期就会缩短。并且焊接机器人可以连续作业不需要休息,节省的时间用于增加产量,积少成多,整个生产线的产量可以增加不少。2. 技术人员的合理利用技术人员短缺的问题不会在短时间内得到解决,工业界在10多年前就开始担忧,技术工人职位的空缺只会越来越多。尽量使用机器人焊接能更好地利用团队里的技术人员。3、高质量就算技术最好、做工最稳定的熟练焊接工人也无法打败焊接机器人。企业技术人员只需对硬件设备进行合理设置,焊接机器人可以准确地重复自身的动作、每次都焊接出高质量的产品。四轴冲压机器人厂4、高安全性焊接这项工作可能导致安全问题:它需要在高温、火花、高压、以及高噪声的环境下完成任务,可能给工人带来危险。使用焊接机器人替代人力是以人为本的现代企业生产模式。5、高效率为了确保焊接产品的质量,人工焊点通常比其加工工艺所需要的焊点面积更大。不必要的焊接面积,哪怕仅仅比工艺需要的多出一点点,也会在长期产生中积累成巨大的造价成本。有研究表明,假设每个焊点比要求多出1毫米宽,可能给企业带来每年额外7万元的成本。


 地址:江苏省无锡市锡山区羊尖镇羊港路95号锡东创星港7#1-1
地址:江苏省无锡市锡山区羊尖镇羊港路95号锡东创星港7#1-1 电话:13826981732/18617216508
电话:13826981732/18617216508 邮箱:xinbolangte@163.com
邮箱:xinbolangte@163.com
