-

厂家直销
-

品质保障
-

售后无忧
-

支持定制
-

多年经验

联系人:刘鸿 刘锋
电 话:0510-88220105
传 真:0510-88220105
手 机:18617216508/13826981732
邮 箱:xinbolangte@163.com
网 址:www.borunte2049.com
地 址:江苏省无锡市锡山区羊尖镇羊港路95号锡东创星港7#1-1

六轴机器人功能多,应用范围广阔,更换不同的夹持工具可以应付各种各样的工业生产活动,那么这么高大上的设备,在我们要改造自动化的时候,是不是一定要用六轴的关节机械臂呢供应机械手答案显然是不一定的,除了关节机械臂,还有直角系机械手等多种方式可以选择,有很多性能并不一定能超越其他替代产品,我们暂时只对比和四轴机器人的差距首先,六轴多关节机器人的采购成本会比四轴机器人高,如果未来相当一段时间产品较为稳定,完全可以能省则省其次,既然是六轴,那么要经过控制器运算处理的数据会比四轴多机械手生产厂家,因为反应速度比不过四轴再次,各个关节之间相互咬合,经过系统镭射补偿也会有一定的重复精度误差,轴数越多,相对的重复定位精度会偏大一些最后,使用难度不一样,六轴的机器人操作系统会高级,涉及的参数较多,需要考虑的因素更多一些,对操作员的要求和细心都有较高要求。
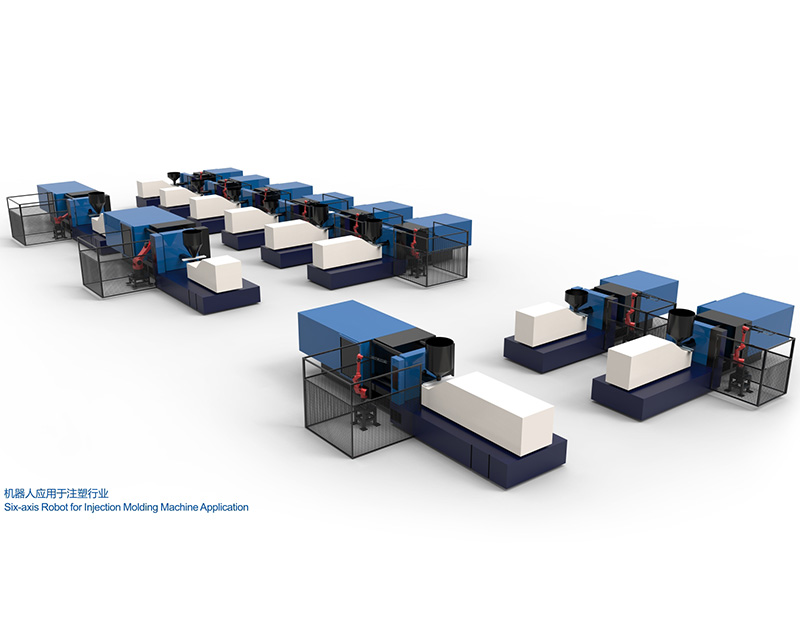
冲压机器人主要由执行机构、驱动机构和控制系统三大部分组成。供应机械手手部是用来抓持工件(或工具)的部件,根据被抓持物件的形状、尺寸、重量、材料和作业要求而有多种结构形式,如夹持型、托持型和吸附型等。运动机构,使手部完成各种转动(摆动)、移动或复合运动来实现规定的动作,改变被抓持物件的位置和姿势。运动机构的升降、伸缩、旋转等独立运动方式,称为机械手的自由度 。为了抓取空间中任意位置和方位的物体,需有6个自由度。自由度是机器人设计的关键参数,机械手生产厂家自由度越多,机械手的灵活性越大,通用性越广,其结构也越复杂,一般专用机械手有2~3个自由度。控制系统是通过对冲压机器人每个自由度的电机的控制,来完成特定动作。同时接收传感器反馈的信息,形成稳定的闭环控制,控制系统的核心通常是由单片机或dsp等微控制芯片构成,通过对其编程实现所要功能。

首先,我们须知道黄色物质实际上是焊接机器人焊丝和焊接基材中的杂质,主要是焊接过程中硅和锰的高温氧化以及保护气体中CO2的化学反应,这些物质会分解。 形成氧化硅和氧化锰。 当用手工焊条焊接时,材料有点类似于炉渣。供应机械手尽管使用焊接机器人也会产生这些现象,但是这些氧化物除了外观轻微外,不会对焊接质量产生不利影响,并且可以使用刷子轻松清除。 焊料衬底的金属元素中有一些硅锰元素。 这种现象肯定会存在。 如果要减少这些氧化物,可以使用硅锰含量较低的电线,并使用较少的CO2保护气体。 在混合气体的情况下,将减少氧化物的焊接和较少的黄斑。众所周知,在焊接行业中,使用焊接机器人编程培训的公司比比皆是,因为机器人不仅生产率高,而且具有许多优势,机械手生产厂家这就是为什么公司使用焊接机器人代替普通手册的原因。焊接机器人编程培训不仅具有效率高,效率高的优点,而且具有良好的灵活性,即使在复杂的环境下也可以确保稳定高效的运行。 这与焊接机器人的结构密不可分,包括焊接机器人主体,焊接动力,一维重型滑台,机器人L型臂,清洁线切割站,控制系统和其他设备。

电弧传感器有其独特的优势:①检测点就是焊接点,不存在传感器先行的问题,是完全实时的传感器。②由于电弧本身作为传感器,所以不受焊丝弯曲引起电弧偏移的影响。③不仅可以跟踪传感,保证焊接参数的稳定,而且还可以改善焊缝的成形效果。④抗光、电磁、热的干扰,使用寿命长。 2--电弧传感的工作原理,供应机械手电弧传感器利用焊接过程中的焊接电流或电弧电压的变化来获得电弧中心是否偏离焊缝,并以此作为传感信息,实时性强,跟踪效果好。在图1所示V形焊缝中,传感器通过摆动的电弧测量焊枪在焊缝的位置,其原则是焊枪必须运行在焊缝的中心,并且对于焊缝的根部保持确定的高度。如果由于工件的制造误差,在焊接过程中路线发生偏离,使焊丝在焊缝两边的干伸长不一样,导致实际的焊接电流与设定的电流不同。干伸长越短,实际电流越大;干伸长越长,实际电流越小。机械手生产厂家利用这个原理,传感器的信号将实时地反馈到机器人控制系统,使机器人做出迅速精确的反应。对机器人在焊接过程中的运动轨迹进行实时修正,即能实现焊缝的精确再定位,也就是说最初编程的轨迹会按着实际焊缝轨迹自动修正,保证轨迹中心线始终在坡口中心。从而保证良好的焊缝成型。


 地址:江苏省无锡市锡山区羊尖镇羊港路95号锡东创星港7#1-1
地址:江苏省无锡市锡山区羊尖镇羊港路95号锡东创星港7#1-1 电话:13826981732/18617216508
电话:13826981732/18617216508 邮箱:xinbolangte@163.com
邮箱:xinbolangte@163.com
