-

厂家直销
-

品质保障
-

售后无忧
-

支持定制
-

多年经验

联系人:刘鸿 刘锋
电 话:0510-88220105
传 真:0510-88220105
手 机:18617216508/13826981732
邮 箱:xinbolangte@163.com
网 址:www.borunte2049.com
地 址:江苏省无锡市锡山区羊尖镇羊港路95号锡东创星港7#1-1

非常有经验的焊工可以准确达到焊接工艺的要求、焊接接口非常漂亮。但是焊接这项工作其实使用焊接机器人来做可以做得更加完美。因为就算是最优秀的焊工,也难以与焊接机器人的连贯性、速度与效率相媲美。优质工业机械手1、高产能焊接机器人作业比人工操作速度更快,因此产品的生产周期就会缩短。并且焊接机器人可以连续作业不需要休息,节省的时间用于增加产量,积少成多,整个生产线的产量可以增加不少。2. 技术人员的合理利用技术人员短缺的问题不会在短时间内得到解决,工业界在10多年前就开始担忧,技术工人职位的空缺只会越来越多。尽量使用机器人焊接能更好地利用团队里的技术人员。3、高质量就算技术最好、做工最稳定的熟练焊接工人也无法打败焊接机器人。企业技术人员只需对硬件设备进行合理设置,焊接机器人可以准确地重复自身的动作、每次都焊接出高质量的产品。工业机械手厂4、高安全性焊接这项工作可能导致安全问题:它需要在高温、火花、高压、以及高噪声的环境下完成任务,可能给工人带来危险。使用焊接机器人替代人力是以人为本的现代企业生产模式。5、高效率为了确保焊接产品的质量,人工焊点通常比其加工工艺所需要的焊点面积更大。不必要的焊接面积,哪怕仅仅比工艺需要的多出一点点,也会在长期产生中积累成巨大的造价成本。有研究表明,假设每个焊点比要求多出1毫米宽,可能给企业带来每年额外7万元的成本。
搬运机械手在工业生产中到底有什么样的作用呢?在工业自动化生产中,无论是单机还是组合机床,以及自动生产流水线,优质工业机械手都要用到机械手来完成工件的取放。对机械手的控制主要是位置识别、运动方向控制和物料是否存在的判别。其任务是将传送带A上的工件或物品搬运到传送带B上。机械手的上升、下移、左移、右移抓紧和放松都是用双线圈三位电磁阀气动缸完成。当某个电磁阀通电时,就保持相对应的动作,即使线圈再断电仍然保持,直到相反方向的线圈通电,相对应的动作才结束。工业机械手厂设备上装有上、下、左、右、抓紧、放松六个限位开关,控制对应工步的结束。传送带上设有一个光点开关,监视工件到位与否。机械手是模仿人的手部动作,按给定程序、轨迹和要求实现自动抓取、搬运和操作的自动装置。它特别是在高温、高压、多粉尘、易燃、易爆、放射性等恶劣环境中,以及笨重、单调、频繁的操作中代替人作业,因此获得日益广泛的应用。机械手一般由执行机构、驱动系统、控制系统及检测装置三大部分组成,智能机械手还具有感觉系统和智能系统。

在诸多焊接方式中,由于点焊只需点位控制,至于焊钳在点与点之间的移动轨迹没有严格要求,因此点焊对所用的机器人的要求是不很高的,这也点焊机器人较早被应用的原因之一。优质工业机械手但为了确保焊接质量,基本的要求还是要满足的,比如说点焊机器人不仅要有足够的负载能力,而且在点与点之间移位时速度要快捷,动作要平稳,定位要准确,以减少移位的时间,提高工作效率。在实际焊接过程中点焊机器人需要有多大的负载能力,主要取决于所用的焊钳形式,对于用与变压器分离的焊钳,30~45kg负载的机器人就足够了。但是这种焊钳一方面由于二次电缆线长,电能损耗大,也不利于机器人将焊钳伸入工件内部焊接;另一方面电缆线随机器人运动而不停摆动,电缆的损坏较快。工业机械手厂因此一体式焊钳逐渐将其代替。考虑到点焊机器人要有足够的负载能力,才能以较大的加速度将焊钳送到空间位置进行焊接,一般都选用100~150kg负载的重型机器人。为了适应连续点焊时焊钳短距离快速移位的要求,有些重型机器人增加了可在0.3s内完成50mm位移的功能,而这也对电机的性能,微机的运算速度和算法都提出更高的要求。

六轴机器人功能多,应用范围广阔,更换不同的夹持工具可以应付各种各样的工业生产活动,那么这么高大上的设备,在我们要改造自动化的时候,是不是一定要用六轴的关节机械臂呢优质工业机械手答案显然是不一定的,除了关节机械臂,还有直角系机械手等多种方式可以选择,有很多性能并不一定能超越其他替代产品,我们暂时只对比和四轴机器人的差距首先,六轴多关节机器人的采购成本会比四轴机器人高,如果未来相当一段时间产品较为稳定,完全可以能省则省其次,既然是六轴,那么要经过控制器运算处理的数据会比四轴多工业机械手厂,因为反应速度比不过四轴再次,各个关节之间相互咬合,经过系统镭射补偿也会有一定的重复精度误差,轴数越多,相对的重复定位精度会偏大一些最后,使用难度不一样,六轴的机器人操作系统会高级,涉及的参数较多,需要考虑的因素更多一些,对操作员的要求和细心都有较高要求。

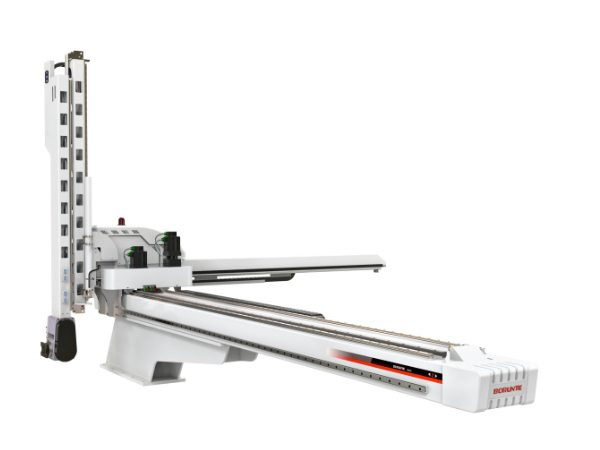
上下料数控机床机械手能满足“快速大批量加工节拍”、“节省人力成本”、“提高生产效率”等要求,是越来越多工厂的理想选择。工业机械手厂上下料数控机床机械手系统具有高稳定性,结构简单易于维护, 满足不同种类产品的生产, 可以快速进行产品结构的调整并扩大产能, 降低工人的劳动强度。数控机床机械手是典型的机电一体化设备,可用于数控机床上工件加工,自动地为机床抓取工件,取代操作人员频繁取料,实现工件加工自动化,节约劳动力;生产成本,提高工作效率。在全自动化数控加工生产线中,零件的装卸传送环节利用工业机器人机械手完成操作。针对具体的生产工艺,结合机床的实际结构,利用数控车床上下料机械手可以实现更简便更一体的零件装卸传送操作。数控车床机械手,其特征在于,包括支架,控制柜安装在支架上,支架上面设有控制柜台面,Y向推进机构安装于控制柜台面上,优质工业机械手振动送料机构位于控制柜台面上,送料机构与送料机构固定支架相连并安装于控制柜台面上,出料机构安装在控制柜台面上送料机构另一侧,X向推进机构安装在送料机构与出料机构之间,在上述支架上还设有显示器支架,在出料机构处还安装有集油盘,振动送料机构下方安装有振动台连接板,支架的外侧设有数控连接支架,支架的底部安装有万向轮,支架底部安装有垫脚。数控车床上下料机械手具备一次加料能满足一天自动加工需求、加工完成的产品能按标准自动排放的功能,同类产加加工过程中工人只负责加料、取成品和抽捡工作,从原来一个工人操作两台数控机床扩大到一个工人可管十台数控机床,解放了劳动力。

在各种生产实践当中,冲压上下料机器人已经被大量的应用,冲压上下料机器人具有操作方便、高效的特点,提高产品的生产质量及避免工人在生产线上进行长时间的单调繁重的劳动,冲压上下料机械手包含三大主要部件。优质工业机械手抓取和传送部分,抓取和传送机构又被称为手部和臂部,其中,抓取部分包括夹具与传力机构,工作中起到对工件进行抓取和放置的作用,冲压上下料机械手的传送机构包含直线坐标轴等结构,在实践当中可以用来改变物件的方位以及位置。驱动部分,冲压上下料机械手通过驱动部分产生动力,工业机械手厂驱动部分也是它的动力源,通常有液压、气压、电力以及机械式驱动四种不同的驱动形式。其中,液压驱动系统是由油缸、阀、油阀和油箱等组成;气压驱动系统是由气缸、气阀、空压机和储气罐等组成;电机驱动系统是由一些电动机组成。控制部分,机械手的控制部分包括程序控制部分、行程检测反馈部分,是冲压上下料机械手的指挥系统,冲压上下料机械手中的每一个程序动作都是由控制部分来指挥执行的,动作的执行顺序、动作的起始位置及时间等,此外,对运行的速度和加速度也能进行控制。


 地址:江苏省无锡市锡山区羊尖镇羊港路95号锡东创星港7#1-1
地址:江苏省无锡市锡山区羊尖镇羊港路95号锡东创星港7#1-1 电话:13826981732/18617216508
电话:13826981732/18617216508 邮箱:xinbolangte@163.com
邮箱:xinbolangte@163.com
