-

厂家直销
-

品质保障
-

售后无忧
-

支持定制
-

多年经验

联系人:刘鸿 刘锋
电 话:0510-88220105
传 真:0510-88220105
手 机:18617216508/13826981732
邮 箱:xinbolangte@163.com
网 址:www.borunte2049.com
地 址:江苏省无锡市锡山区羊尖镇羊港路95号锡东创星港7#1-1

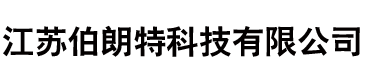
在诸多焊接方式中,由于点焊只需点位控制,至于焊钳在点与点之间的移动轨迹没有严格要求,因此点焊对所用的机器人的要求是不很高的,这也点焊机器人较早被应用的原因之一。供应工业机械手但为了确保焊接质量,基本的要求还是要满足的,比如说点焊机器人不仅要有足够的负载能力,而且在点与点之间移位时速度要快捷,动作要平稳,定位要准确,以减少移位的时间,提高工作效率。在实际焊接过程中点焊机器人需要有多大的负载能力,主要取决于所用的焊钳形式,对于用与变压器分离的焊钳,30~45kg负载的机器人就足够了。但是这种焊钳一方面由于二次电缆线长,电能损耗大,也不利于机器人将焊钳伸入工件内部焊接;另一方面电缆线随机器人运动而不停摆动,电缆的损坏较快。工业机械手生产厂家因此一体式焊钳逐渐将其代替。考虑到点焊机器人要有足够的负载能力,才能以较大的加速度将焊钳送到空间位置进行焊接,一般都选用100~150kg负载的重型机器人。为了适应连续点焊时焊钳短距离快速移位的要求,有些重型机器人增加了可在0.3s内完成50mm位移的功能,而这也对电机的性能,微机的运算速度和算法都提出更高的要求。
四六轴冲压机器人安全,高效且节约成本,提升产品质量;一两年内可回收资本,为企业能节约6-8年的生产时间。供应工业机械手安全性:人工在操作冲压设备时,很容易发生安全问题,机器人不存在这样的安全隐患。节省人力:众所周知,国内外劳动力成本越来越高,招工越来越难,国内现在的劳动力成本已经比以前涨了很多倍,六轴冲压机器人四轴冲压机器人可以完成代替劳动力的作用,大大减少劳动力成本。提高产品合格率:人工工作过程中,保修本钱高,零件返工频频,出产推迟,许多零件兼容性等疑问。关键的还是材料的浪费,工业机械手生产厂家现在的六轴机器人经过精细化设置,可以让每个材料用到低的浪费提升商品质量:六轴冲压机器人四轴冲压机器人经过程序设置了之后,可以做到零失误,产品质量提升,为企业带来更好的收益。

在各种生产实践当中,上下料机器人的机械夹爪已经被大量的应用,因为上下料机械夹爪具有操作方便而且效率高的优点,能够提高产品的生产质量以及能够避免工人在生产线上进行长时间的单调繁重劳动。那么上下料机械夹爪具有哪些主要的部件呢?供应工业机械手 1、抓取和传送机构抓取和传送机构又被形象的称之为手部和臂部,其中,抓取机构包括有手指和传力机构,在工作中起到对物件进行抓取和放置的作用。上下料机械夹爪的传送机构则包含了手腕和手臂等结构,在实践当中可以用来改变物件的方位以及位置。2、驱动部分评价高的搬运机器人的机械夹爪通过驱动部分来产生动力,因此驱动部分也是它的动力源,通常有液压、气压、电力以及机械式驱动四种不同的驱动形式。其中,液压驱动系统是由油缸、阀、油阀和油箱等组成;气压驱动系统是由气缸、气阀、空压机(或由空气压缩机站直接提供)工业机械手生产厂家和储气罐等组成;电机驱动系统是由一些电动机组成。 3、控制部分机械夹爪的控制部分一般包括有程序控制部分与行程检测反馈部分,是上下料机械夹爪中的指挥系统,因为上下料机械夹爪中的每一个程序动作都是由控制部分来指挥执行的,包括动作的执行顺序、动作的起始位置以及时间等,此外,对运行的速度和加速度也能进行控制。上述这几个部分就是上下料机械夹爪中的主要部件,通过这些部件的共同作用就能够完成程序设定好的工作,而且还能确保按照要求的顺序和时间去执行,因此,很多生产加工型的企业都会采购高质量,完善的上下料机械夹爪并将其安装在主机设备上来执行上下料程序。
六轴机器人工具快换装置的优点,领航机器人推荐在六轴机器人末端上使用,进行规则的圆盘类或棒料类的小型零件的自动化加工,特别适合于加工节拍短,生产批量大的场合。供应工业机械手一、六轴机器人工具快换装置的优点1.生产线更换可以在数秒内完成;2.维护和修理工具可以快速更换,大大降低停工时间;3.通过在应用中使用1个以上的末端执行器,从而使柔性增加;4.使用自动交换单一功能的末端执行器,代替原有笨重复杂的多功能工装执行器。六轴机器人工具快换装置的优点,数控机床机器人工具快换装置,使单个机器人能够在制造和装备过程中交换使用不同的末端执行器增加柔性,被广泛应用于自动点焊、弧焊、材料抓举、冲压、检测、卷边、装配、材料去除、毛刺清理、包装等操作。工业机械手生产厂家另外,工具快换装置在一些重要的应用中能够为工具提供备份工具,有效避免意外事件。相对人工需数小时更换工具,工具快换装置自动更换备用工具能够在数秒钟内就完成。同时,该装置还被广泛应用在一些非机器人领域,包括托台系统、柔性夹具、人工点焊和人工材料抓举。

在工业生产领域,工业机器人检测产品很大程度上依靠机器视觉,视觉的灵敏度将直接影响产品的检测速度和检测质量,因此设计一款质量过硬的视觉产品尤为重要,在设计过程中,设计人员会面临视觉定位、测量、检测和识别等诸多难题。供应工业机械手一、打光的稳定性工业视觉应用一般分成四大类:定位、测量、检测和识别,其中测量对光照的稳定性要求最高,因为光照只要发生10-20%的变化,测量结果将可能偏差出1-2个像素,这不是软件的问题,这是光照变化,导致了图像上边缘位置发生了变化,即使再厉害的软件也解决不了问题,必须从系统设计的角度,排除环境光的干扰,同时要保证主动照明光源的发光稳定性。当然通过硬件相机分辨率的提升也是提高精度,抗环境干扰的一种办法了。工业机械手生产厂家比如之前的相机对应物空间尺寸是1个像素10um,而通过提升分辨率后变成1个像素5um,精度近似可以认为提升1倍,对环境的干扰自然增强了。二、工件位置的不一致性一般做测量的项目,无论是离线检测,还是在线检测,只要是全自动化的检测设备,首先做的第一步工作都是要能找到待测目标物。每次待测目标物出现在拍摄视场中时,要能精确知道待测目标物在哪里,即使你使用一些机械夹具等,也不能特别高精度保证待测目标物每次都出现在同一位置的,这就需要用到定位功能,如果定位不准确,可能测量工具出现的位置就不准确,测量结果有时会有较大偏差。三、标定 一般在高精度测量时需要做以下几个标定:第一,光学畸变标定(如果您不是用的软件镜头,一般都必须标定);第二,投影畸变的标定,也就是因为您安装位置误差代表的图像畸变校正,三物像空间的标定,也就是具体算出每个像素对应物空间的尺寸。


 地址:江苏省无锡市锡山区羊尖镇羊港路95号锡东创星港7#1-1
地址:江苏省无锡市锡山区羊尖镇羊港路95号锡东创星港7#1-1 电话:13826981732/18617216508
电话:13826981732/18617216508 邮箱:xinbolangte@163.com
邮箱:xinbolangte@163.com
