-

厂家直销
-

品质保障
-

售后无忧
-

支持定制
-

多年经验

联系人:刘鸿 刘锋
电 话:0510-88220105
传 真:0510-88220105
手 机:18617216508/13826981732
邮 箱:xinbolangte@163.com
网 址:www.borunte2049.com
地 址:江苏省无锡市锡山区羊尖镇羊港路95号锡东创星港7#1-1

1.柔性,机器人是数控立体作业机床,具有六个自由度,不仅可以实现焊枪位置的可达性,还可以实现焊枪的角度变化。虽然它的精度不能与传统的机床相比,但对于焊接生产而言,机器人的重复定位精度已完成能够胜任。从经营角度看,设备的购入与产出平衡对企业来说非常重要,加之市场的影响,产品的更新换代周期相对缩短。供应斜臂式机械手如果采用焊接专机进行焊接生产,在产品换型时,焊接专机很难快速地适应产品的变化,从而阻碍了新产品的推出速度,这种延误极有可能严重影响企业的快速发展。采用机器人进行焊接生产,企业只需编制一个新程序即可实现新产品的投产,可使企业在市场上抢得先机。2.人机对话,人机对话意味着自动化程度的提高,同时也给我们带来了效率和效益。人机对话是“指令”和“传感”的交流,它的发展依赖于传感技术的发展。目前在焊接机器人工作站上,斜臂式机械手厂已经有越来越多的各种传感器得到使用,比如,借助电流检出装置,可以实现焊接过程的跟踪;利用视觉传感器,可以实现焊缝位置的检测。3.在中国的应用特点,(1)我国焊接机器人的应用主要集中在汽车、摩托车、工程机械、铁路机车等行业。汽车是焊接机器人的最大用户,也是最早的用户,汽车制造和汽车零部件生产企业中的焊接机器人占全部焊接机器人的76%。在汽车行业中,点焊机器人与弧焊机器人的比例为3:2,而其他行业大都是以弧焊机器人为主。

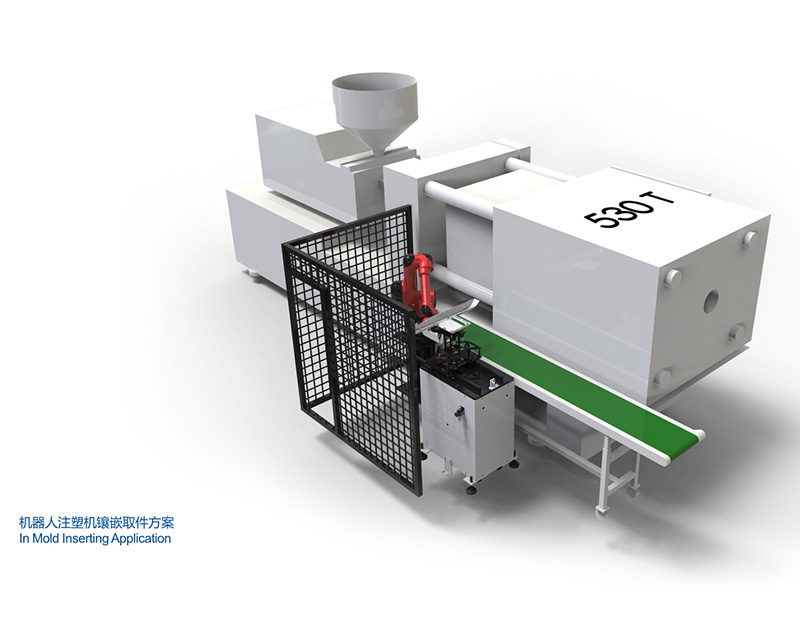
工业机器人本体铸件的维护保养主要包括一般维护和日常维护。冲压机械手在自动化设备的基础上,根据冲压生产特点,专门为实现冲压自动化无人生产而研发的设备。能取代人工在各个冲压工位上进行物料冲压、搬运、上下料等工作,整条生产线效率达到5秒。冲压机器人成本低,半年能回本。一台机械手大概在6-10万,轴数不一样,品牌不一样都会影响价格。成本前期来说会是一笔不小的钱,可是按时间,月份来算的话也就相当于员工大半年的工资。而且运作效率非常之高,比起人工的出错率要低很多。日常维护分为控制柜维护和机器人本体系统维护。一般维护是指工业机器人操作人员在启动前对设备进行检查,确认设备的完整性和机器人的原始位置;在工作过程中注意机器人的操作,包括油迹、油位、仪表等。t压力、指示信号、安全装置等;然后进行现场清理供应斜臂式机械手控制柜的维护主要包括一般的清洁和维护、滤布的更换(500小时)、测量系统电池的更换(7000小时)、计算机风扇单元的更换、伺服风扇单元的更换(50000小时)、冷却器的检查(每月)等,维护间隔主要为d取决于环境条件,以及机器人运行的次数和温度。机器系统中的电池是不可充电的一次性电池。它们只有在控制柜外的电源被切断时才能工作。使用寿命约7000小时。定期检查控制器散热情况,斜臂式机械手厂确保控制器不被塑料或其他材料覆盖。控制器周围和热源之间有足够的间隙。控制器顶部没有杂物堆积。冷却风扇工作正常,风扇进出口无堵塞。冷却器回路一般为免维护封闭系统。应按要求定期检查和清洁外部空气回路的部件。当环境湿度较大时,应定期检查排水口是否排水。
关于弧焊机器人的作业站的缔造,是一个比较复杂的工程,缔造起来的进程也恰当繁琐。那么,焊接机器人的作业站是怎么构成的呢?供应斜臂式机械手首要当然是核心部件之焊接机器人单元,一般的弧焊机器人是由示教盒、控制盘、机器人本体及自动送丝设备、焊接电源等部分组成。可以在计算机的控制下完成连续轨迹控制和点位控制。不只如此,它还可以运用直线插补和圆弧插补功用,来焊接由直线及圆弧所组成的空间焊缝,功用非常健壮。弧焊机器人主要有熔化极焊接作业和非熔化极焊接作业两种类型,不只可以长时间进行焊接作业,还能确保焊接作业的高生产率、高质量和高安稳性等特点。其次是电源单元和焊枪单元,都是弧焊机器人作业站作业的根底;一起还有外部轴单元或焊接作业台,比如伺服行走滑台、伺服变位机、固定作业台、气动变位机、旋转台等多种方法,满意不同的工况。斜臂式机械手厂除此之外,弧焊机器人作业站还有夹具单元,用以固定工件,常用的有全自动电控夹具、手动阀气动夹具、手动夹具等;装置结构单元,担任弧焊机器人作业站的结实安稳,有机器人底座或全体便当移动式大底板。其他,由PLC电气控制、操作控制台、发起按钮盒等构成的电气控制单元;安全防护单元;自动清枪站;安全作业房等也都是弧焊机器人作业站不可或缺的组成部分

码垛机器人:供应斜臂式机械手码垛机器人是从事码垛的工业机器人,将已装入容器的物体,按一定排列码放在托盘、栈板(木质、塑胶)上,进行自动堆码,可堆码多层,然后推出,便于叉车运至仓库储存。搬运机器人:搬运机器人可安装不同的末端执行器以完成各种不同形状和状态的工件搬运工作,把人们从繁重的体力劳动中解放出来。斜臂式机械手厂焊接机器人:现在机器人能很轻松的完成两类性质的焊接作业,即点焊和弧焊。由于要连在一起的金属部件形状可能很不规则,常常要求有一只灵活的机械手腕。弧焊机器人主要应用于各类汽车零部件的焊接生产,主要有熔化极焊接作业和非熔化极焊接作业两种类型。


 地址:江苏省无锡市锡山区羊尖镇羊港路95号锡东创星港7#1-1
地址:江苏省无锡市锡山区羊尖镇羊港路95号锡东创星港7#1-1 电话:13826981732/18617216508
电话:13826981732/18617216508 邮箱:xinbolangte@163.com
邮箱:xinbolangte@163.com
